Article by Oliver Bellina
The Batch stones are a sort of defect and they have to be recognized as soon as possible; in fact they are a very important indicator of the “health” of the melting and fining process, or in other words, of the back side of the glass furnace.
Typical batch stones essentially consist of unmelted SiO2 sand grains that, due to their lower density, float over the melt and “run fast” to the throat. Consequently the presence of these inclusions in the final product, could generate a high level of rejection associated with decrease of process yield (pack to pull) and increase of scrap.
The Batch stone appears as a deep, white matt conglomerate, although it can sometimes be glossy, other times porous. Thus, observation is insufficient as a means to distinguish it from other types of inclusions resulting from cracked refractory material (SiO2 or high mullite construction materials).
To obtain a clear identification of a stone’s nature it is necessary to perform an EDS analysis by SEM, but frequently the timing of identification is a key point to take into consideration in order to speed up the problem solving process and obtain an effective Non-Quality cost saving.
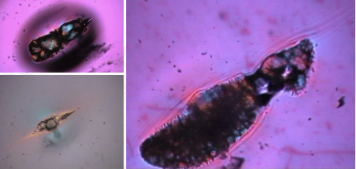
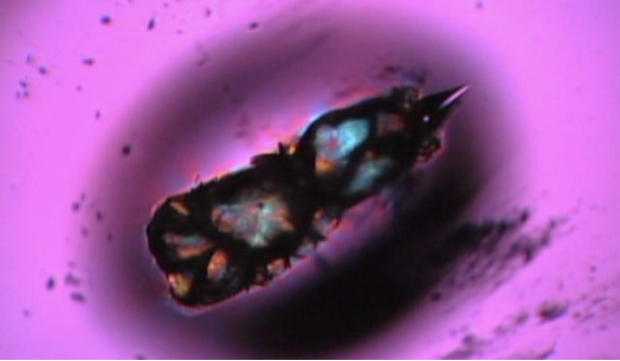
With experience, it is possible to reliably recognise this sort of stone through a quick defect observation with a petrographic microscope (microscope in polarized light).
The reasonable identification of batch stones can be performed keeping in mind:
- The stone appears as a deep white matt inclusion of various dimensions.
- Batch stone inclusions are always surrounded by a high number of bubbles, a result of the melting process due to degradation of raw materials (mostly carbonates and water evaporation).
- The stone is included in Silica enriched glass pockets that generate a “compression stress” visible in polarized light: pockets could be stretched by the production process (as in tubular glass) becoming cords.
- The Batch Stone inclusions are often associated with an increase of rough knots and chemical cords that show a compressive stress in polarized light.
When those defects are correctly identified, the problem resolution could be reached by managing a series of set points including thermal profile, bubble rates and other parameters.