

Furnace equipments products
Coloring Forehearths
Technology
The colouring forehearth technology was developed to allow glassmakers to produce short runs of a wide range of colours without the costs of changing colour in the furnace by adding colour in the form of metal oxides in a low melting point boron based frit. The colour forehearth technology is very flexible allowing the full range of production in a wide range of colours including container, table ware and cosmetic containers. Glass Service has developed colouring forehearths in various sizes and lengths, each designed for the specific pull, colour range and production.
Glass Service design and supply the forehearth colouring technology as well as all of the necessary production equipment:
- The automatic frit dosing device
- The stirrer machine
- The control panel
USEFUL LINKS
DOWNLOAD BROCHURE
The systems are of strong reliable construction, designed for continuous operation. The main concepts of our colouring forehearths are: simplicity, flexibility and reliability. The automatic frit dosing device and the stirrer machine can be easily adapted to a wide range of pull rates and require low maintenance even when operating under heavy working conditions.
Glass Service has designed and provided coloring forehearths to many customers in Italy, France, Turkey, Russia, China, Poland, Morocco and Spain.
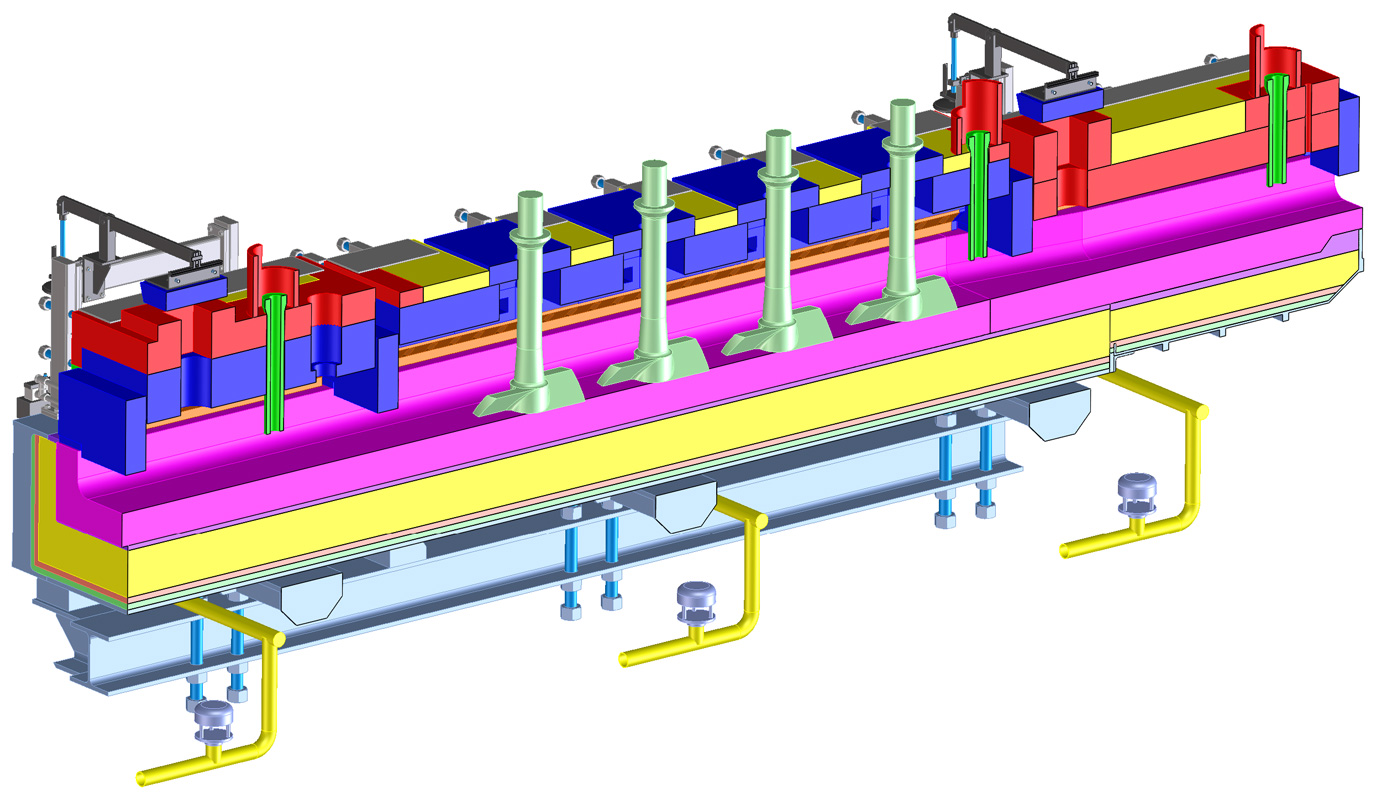
Coloring Forehearth
1.
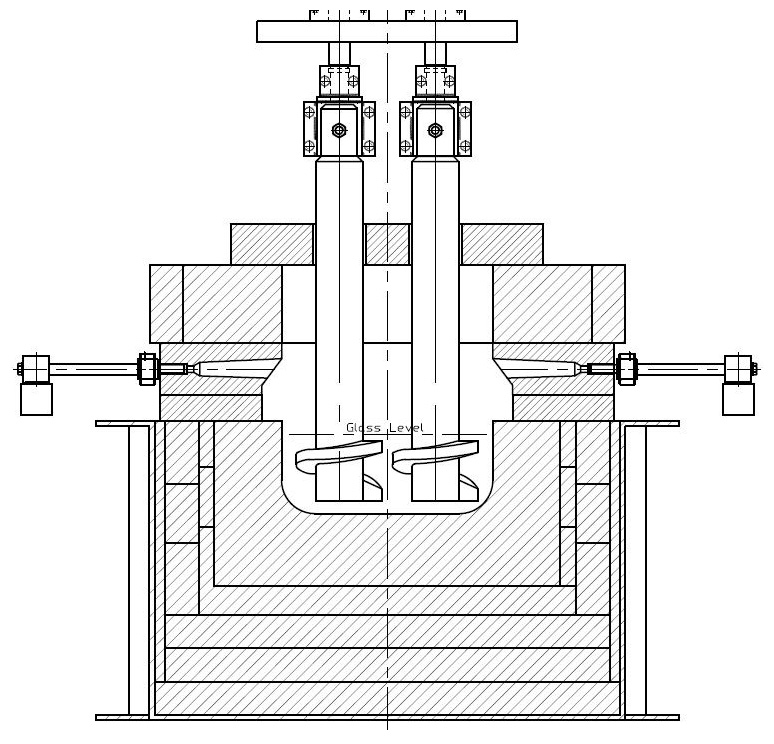
- The glass is heated to 1250-1300 °C to melt the colouring frit, with a double row of burners installed for high melting energy input
- The frit is added via one or two dosing tubes which are either air or water cooled
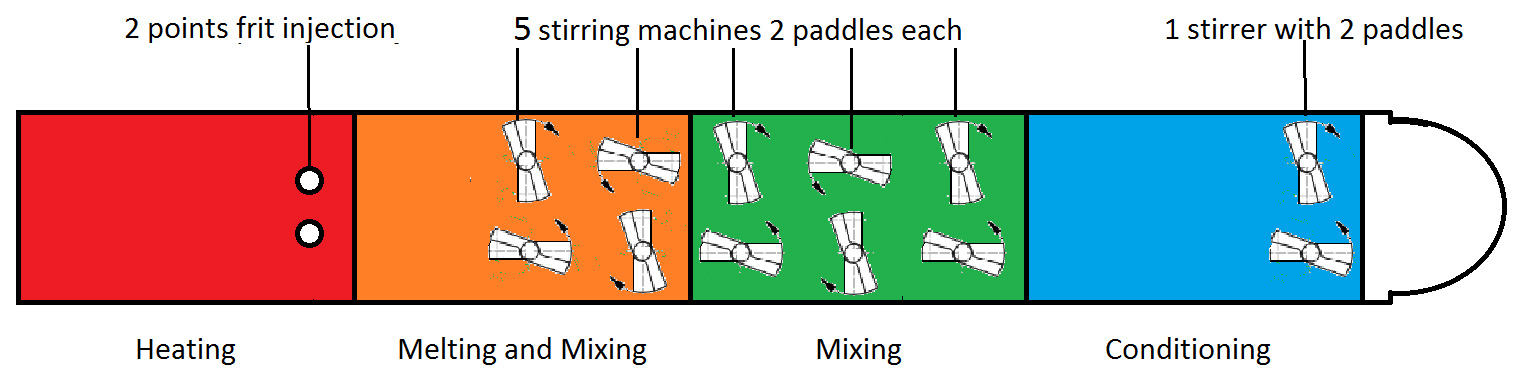
2.
- The melted frit is mixed into the base glass melt using refractory stirrers, the number of stirrers installed being a function of forehearth dimensions and required pull Two different stirrer
- Design are available, screw and paddle
One stirrer mechanism is installed before the spout so that during colour changes eliminates any small colour variations and reduce colour change time
3.
- The glass is conditioned to the correct gob temperature in the final zone
The colouring foreheart technology has a number of critical point for successfull operation
| Issue | Solution |
|---|---|
|
Accurate dosing of the frit |
A good dosing device technology is required |
|
Constant chemical composition of the frit |
First quality frit |
|
Constant redox atmosphere |
High quality combustion system and FH design is required |
|
Homogenous mixing |
Good mixing technology |
|
Conditioning |
Good mixing technology |
|
Rapid colour change |
The correct FH design is required to minimize the colour change time. The stirrer mechanism installed before the spout eliminates any small colour variations and reduce colour change time. |
|
Long life of refractories |
The frit contains a high level of boron, during melting the boron vapours corrode the standard
refractory superstructure. A special design of refractory quality increase the FH life. |
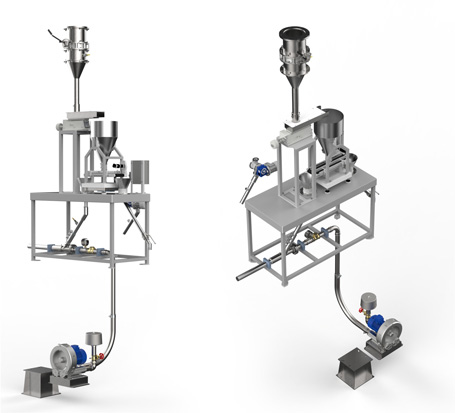
Automatic Frit Dosing Device
With Air Cooling Package
The dosing system controlled by a PLC
The feeding tubes are each provided with 2 thermocouples
Temperature of the feeding tubes controlled by a UDC
Easy access to the dosing system for the operator
Easy maintenance
Strong steel structure above the forehearth
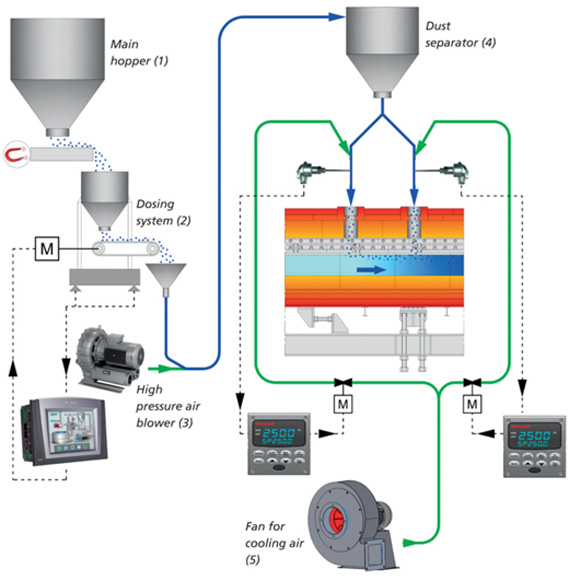
A main hopper contain the frit (see (1) into the sketch below). This hopper must be periodical fed by the operators. A dedicated sensor located on the base of the hopper generates an alarm when the hopper must be refilled. The dosing system delivers the dosed amount of frit to the feeding transport system. To regulate the frit flow, the PLC with color touch screen manage the automatic dosing system (2), adjusts automatically the speed of the conveyor belt.
This transporting system is formed by a high pressure air blower (3) which blows the air inside a stainless steel pipeline up to a centrifugal dust separator (4). The frit is constantly sucked through one injector inside the stainless steel pipeline up to the centrifugal dust separator. Once arrived at the separator the frit falls to the feeding tubes. The feeding tubes are installed into the forehearth superstructure and provided of thermocouple for temperature control (by an single loop controller) and cooling air (5).
This layout allows the dosing machine to be located on ground into a position where the operating temperature of the electronic devices must be kept under 40÷45°C. Besides this the described position allows the operator to have easy access to the system, to provide better maintenance to the equipment and to put the coloring frit into the main feeding hopper without problems. The frit insertion tubes are to be positioned onthe top of the forehearth superstructure.
Technical Features
|
Dosing max flow |
140 kg/h |
|
Dosing min flow |
5 kg/h |
|
Main hopper (A) standard volume |
600 litres |
|
Main transfer device |
Electromagnetic vibrating channel |
|
Dosing transfer device |
Special rubber belt drive by brushless motor |
|
Scale |
Electronic strain cage high precision |
|
Electronic control |
Automatic by touch screen PLC |
Stirrer Machine
The stirrer machine is used for glass and colour homogenization. (For more details about stirrer machines see relative documentation).
|
Vertical height |
2.275 mm – customizable |
|
Vertical stroke of stirring mechanism |
950 mm – customizable |
|
Distance from the centre of the forehearth to the stirrer support |
customized |
|
Column |
1 - 5 |
|
N° of rotors |
120 kg |
|
Max. weight of the stirrer screw |
1,3 – 13 rev / min |
|
Stirrer speed |
0.75 kW |
|
Installed power |
screw or blade |
|
Stirrer type |
Torque control clutch to avoid stirrer torque braking |
Control Board
The design of Glass Service control board features the following main characteristics:

- A PLC with colour touch screen to manage the operating logic of the frit dosing to the forehearth, with an automatic continuous control of the weight/minute of the quantity of frit dosed into the system. The LOOP action operates by increasing- decreasing the speed of the belt dosing system using special high precision software.
The touch screen interface can manage all of the required information for the colouring technology, managing the dosing, alarms, trends, settings, etc.

- The regulation of each single temperature parameter (internal temperature of each injection tube) is managed by a suitable Honeywell UDC 2500 regulator.
- The external temperature of each injection tube is displayed on a Honeywell DC 1030.
- A series of lights and buttons mirrors exactly the operation status of the system on the front panel.

The default alarms are:
- high temperature into the injection tube
- fan motor
- stirrer motors
- high pressure air blower motor
- frit level in the hopper
- cooling air low pressure
- and other functions on request
- stirrer start and stop and speed is controlled via the main cabinet
- small local cabinet is located at feeder level to locally stop the stirrers for security and maintenance
PLC SOFTWARE
The PLC software allows the operator to change the menu language, calibrate the scale, view the history alarms, set the dosing rate, view the flow trend and manage all of the parameters in a single menu. Additional information can be incorporated on request.
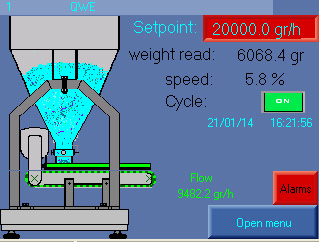
Main page
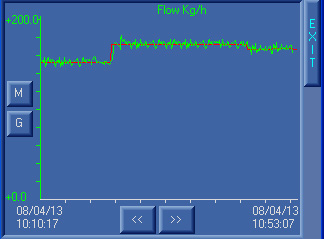
Flow trend