Product presentation
Oxy-Gas Technology
- The gas-oxy technology in Distributor and Forehearth reduces the natural gas energy consumption to 40% compare with air-gas technology, as well greenhouse CO2 gas emission.
- The technology reduces the NOx emission 80%.
- Technology uses separate oxy-gas fluid burners with nozzle mix and eliminates the risk of backfire. The burners, with a special design, are distributed along the distributor and forehearth length by low power each for a good thermal homogeneity.
- Oxy-gas technology approaches the combustion in distributor and Forehearth by long experience in combustion technology and solves all the issue. The table resumes the main topic.
Problem
High thermal glass homogeneity
Solution
- Large quantity of burners installed low power burners
Carbon deposit on nozzle
- Special nozzle design with external nozzle oxy flow cleaning
Backfire
- Separate gas and oxy circuit, oxy-gas mix on nozzle output, use of purge air or Nitrogen flow for burners shut off
Burner nozzle cooling in shut off oxy-gas
- Use of purge air or Nitrogen flow
Oxy and gas flow equitable on each single burner
- Special burner body design with constant fluid pressure drop
Easy maintenance and correct burners position in the burner block
- Special high precision Burners/refractories connection
Correct ratio oxy/gas
- Thermal mass flow control + independent flow control valve for each combustion zone
100% reduction of CO2 greenhouse emission
- Burners and technology suitable for Hydrogen-Oxygen combustion or Hydrogen + Natural gas blend

Advantages of Oxy-gas technology
and Saving energy
The Oxy-gas technology in Distributor and Forehearth reduce energy consumption till 60% and 80% NOx emission compare with Air-Gas technology.
| Data and calculation refer to one single zone | Aria/gas traditional | Oxygen/gas |
|---|---|---|
|
Gas zone consumption Nmc/h |
20 |
7,4 |
|
Zone Oxy consumption Nmc/h |
|
15,5 |
|
Electrical power air combustion fan Kw |
9,3 |
|
|
Gas saving Vs traditional |
|
63% |
NOTE
Comparison data hypothesis: Traditional heating premix air/gas zone , 40 burners , 20 each side. Nozzle diameter 6.5 mm, manifold pressure max 20 mbar, natural gas flow for each burner 0.5 Nmc/h. Zone length approx. 2300 mm (skimmer block not included).
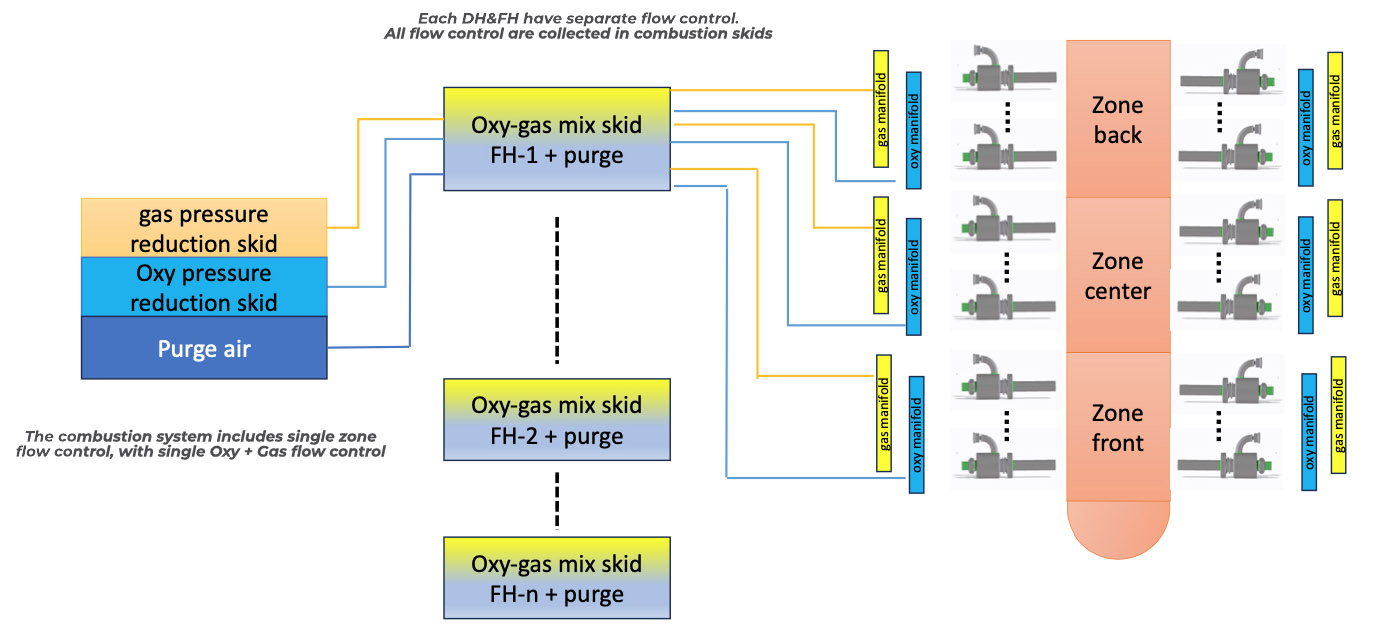
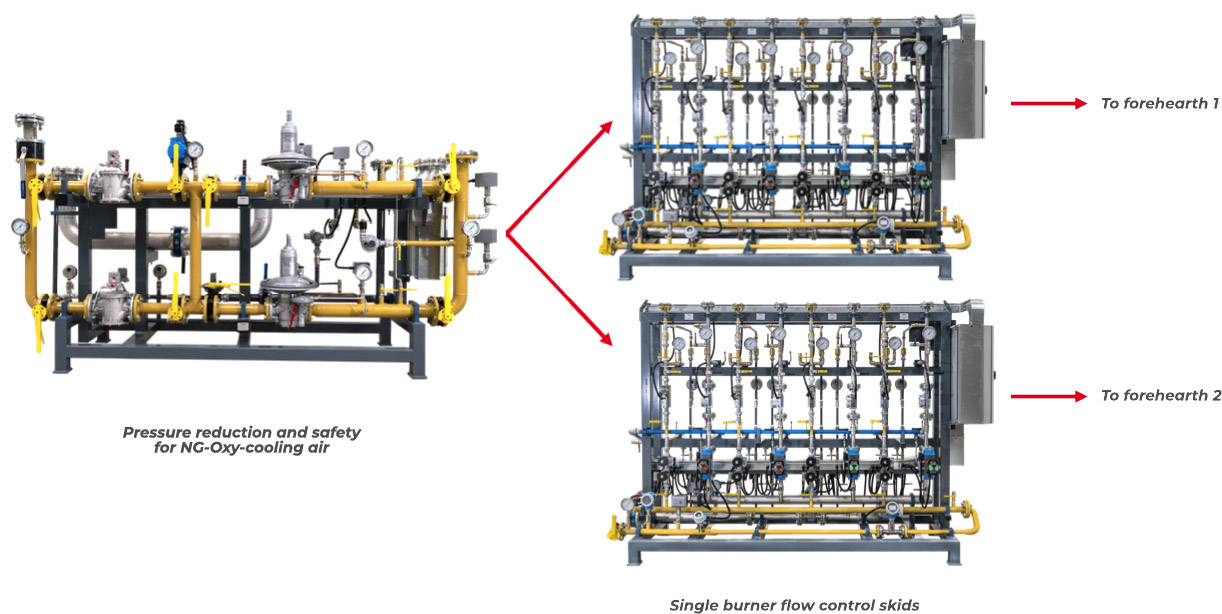
Combustion Skids Sketch
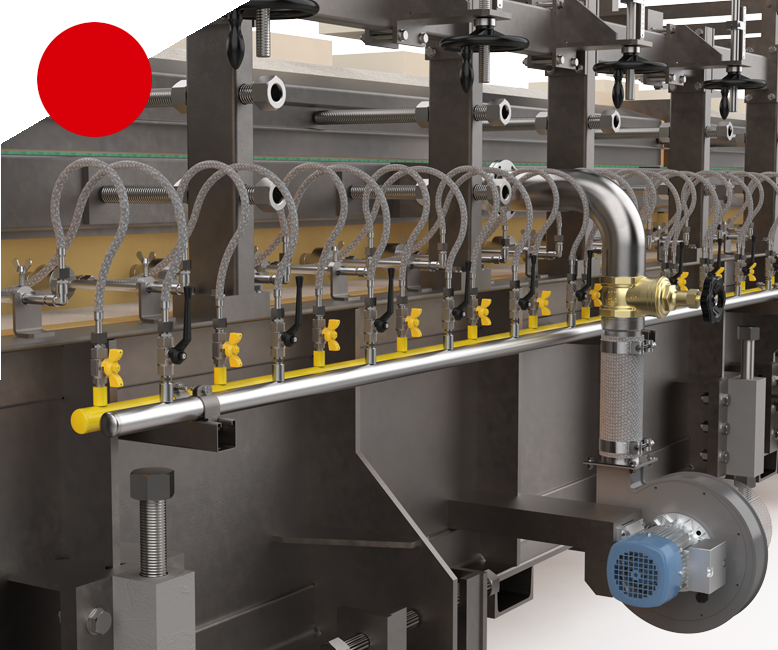
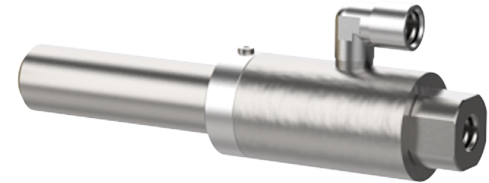
Burners
Glass Service Oxy-gas burners are a specially design for distributor and forehearth. The main features of those are:
- Low power each
- Power range 1.5-5 Kw
- Low carbon deposit on nozzle
- Easy removal for maintenance and high precision installation bracket
- Low NOx emission

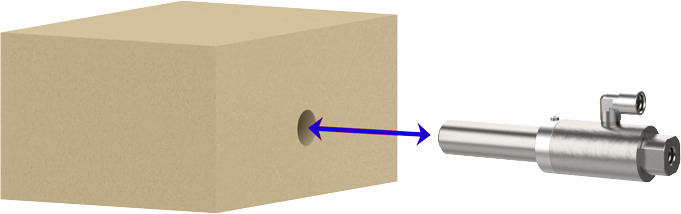
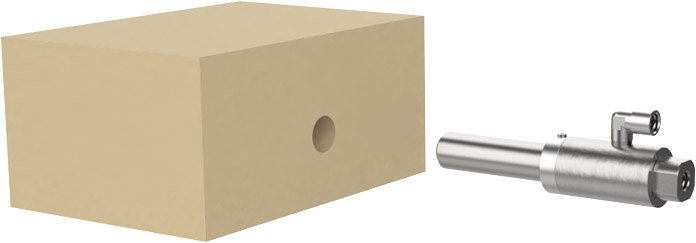
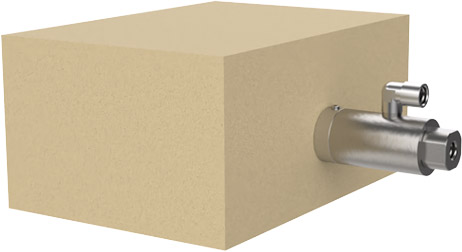
Burners could be easy remove from operational position are reinstall by the calibrate hole.
The correct alignment from the burner block and the burner nozzle is recommended for the correct functionality.

Burners Software
Modelling Design
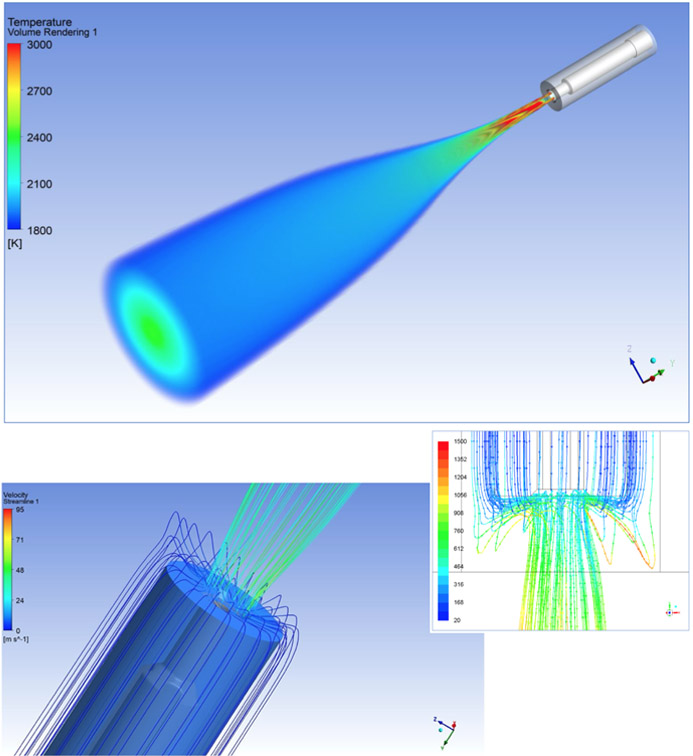
Burners are design with large use of CDF software mathematic modelling.
By the Math modelling the flame length and shape as well all the functionality parameter are simulate.
The special burners nozzle design include the oxy cleaning technology.
Low valve oxy flow surrounds the burner nozzle and does no allow contact between the combustion residual and the nozzle steel.
This technology remove the carbon deposit on the nozzle.
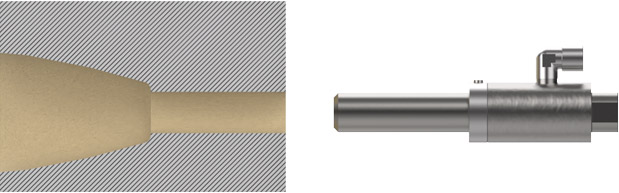
Burner block design
Burner block is an important part of the technology. The burner block design by Glass Service have a special dimensioning match correctly with the flame shape.
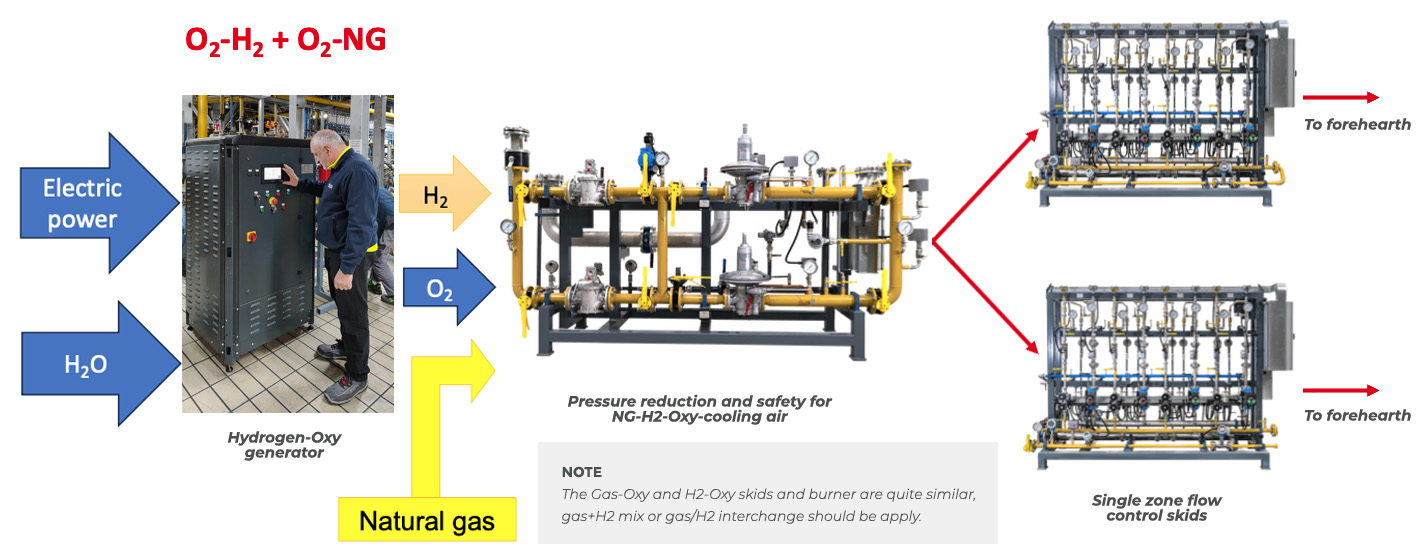
Oxy-Hydrogen Combustion
The oxy-gas skids can be easily applied to reduce emissions by substituting natural gas with hydrogen. Glass Service has already tested the low-power hydrogen-oxygen burner successfully for distributor and forehearth applications.
The natural gas skid technology, applied with thermal mass flow transmitters and flow control valves, is also suitable for hydrogen use.
Glass Service has already designed hydrogen combustion technology skids and solved the leakage issues related to materials, fittings, and equipment, making them ready for hydrogen use.
Not only can hydrogen alone fuel the combustion skids, but in the Green Transition, a blend of natural gas and hydrogen can also be applied.

The oxy-gas combustion technology in distributor and forehearth applications will be the first step towards achieving green hydrogen-oxygen combustion with zero CO2 emissions.
Forehearth and Refractories
The refractory design for the use of oxy-gas combustion technology in distributor and forehearth applications requires special attention to both the material and the shape of the upper structure.
Glass Service’s experience and design are supported by CFD mathematical modeling of the upper structure and burner blocks.
Detailed engineering and CFD mathematical modeling were applied to analyze the interaction between the flame and burner blocks, as well as the interaction between the flame and the refractories of the upper structure.
The design takes into account:
- The limited temperature requirements of the refractories.
- The circulation of waste produced by the burners.
- The thermal homogeneity of the glass.
- The elimination of hot spots on the glass surface.
- The cooling of the central glass stream for high pulling distributor and forehearth applications.