
Furnace equipments products
Heat Recuperators
The glass industry is very energy intensive and measures to save or recover energy is a key factor in the design of glass melting furnaces.
Glass Service has developed several technologies to save energy saving including the recovery of thermal energy from the waste gases using metal recuperators. Metal recuperators are a simple and low cost investment for the recovery of waste heat and preheat the combustion air. The Glass Service technology has developed two different recuperator type:
USEFUL LINKS
DOWNLOAD BROCHURE
Double shell:
- Low investment
- Temperature of combustion air preheating max 600°C
- Easy maintenance and easy installation
Tube bundle:
- Temperature of combustion air preheating max 800°C
- External refractory shell can be used for several campaign
Both recuperators can be installed with either bottom/top waste gas flow or top/bottom flow. The steel quality used is a function of the glass type to be melted and the fuel used (NG or heavy oil) as well as the pollutants in the fuel (e.g. Sulfur). Thanks to over 22 years experience designing and constructing metal recuperators for continuous use, the Glass Service, design plus the selection of the correct steel quality can guarantee a long recuperator life.
The fuel saving from recovering waste heat can be calculated as approximately 5% for each 100°C of combustion air preheat. Glass Service can calculate the specific fuel saving for each specific application.

Double Shell Recuperators
Type of recuperators
Double shell type heat exchanger are manufactured from stainless steel with refractory and outer insulation. These type of recuperators are made from one inner and one outer stainless steel shell with a suitably positioned axial expansion joint. The assembly is then insulated with ceramic fiber and rock-wool and clad with 0.6 mm thick aluminum sheet.
Single or double stage
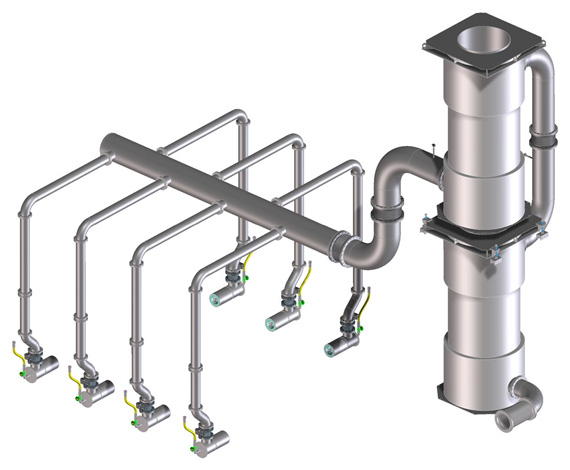
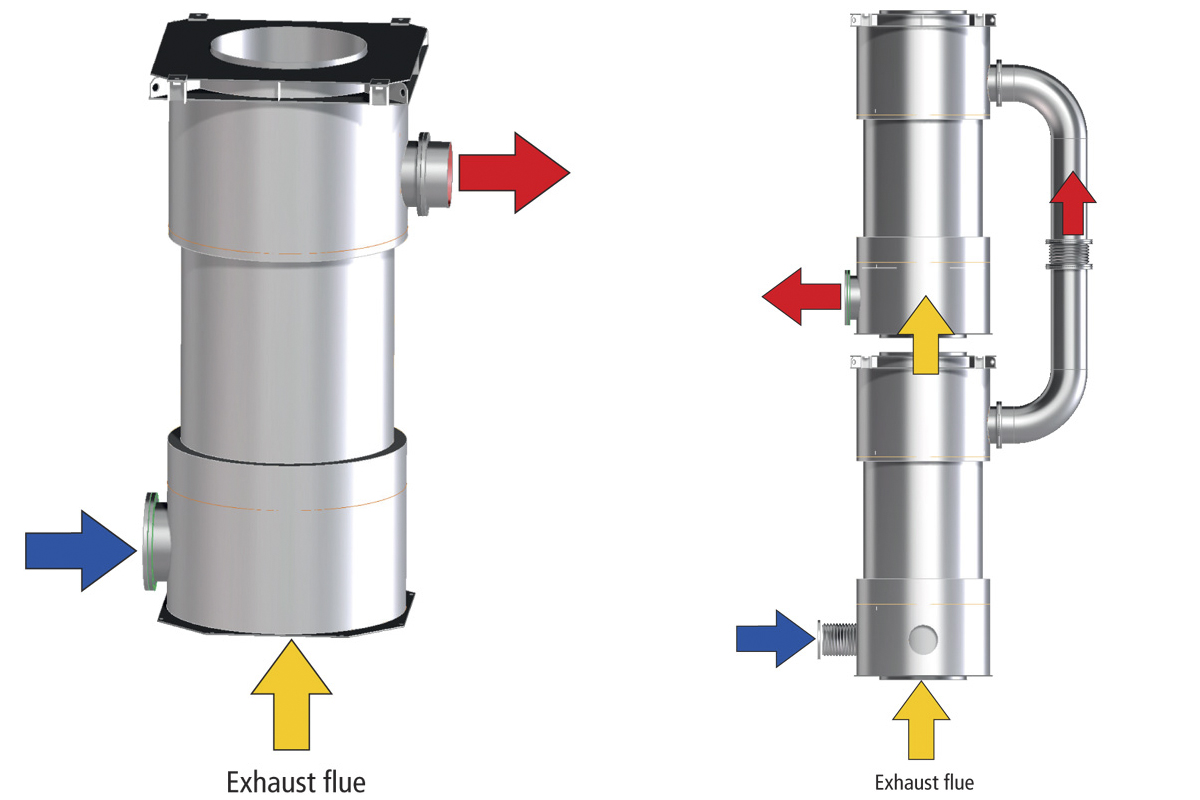
Combustion air flows between the inner and outer shell while melter exhausts flow inside the inner shell. To improve the heat exchange, stainless steel fins are fitted to the inner tube. For a double shell recuperator, the maximum preheat temperature is 600°C depending on the application. The combustion air is introduced at the base of the recuperator and exits at the top (parallel flow – for combustion air and exhaust gases). Double shell recuperators can be supplied in two versions:
- SINGLE STAGE, comprising a single recuperator.
- DOUBLE STAGE, comprises two recuperators, installed one over the other.
In the DOUBLE STAGE configuration, after the combustion air leaves the lower recuperator, it flows into the upper recuperator from the top and exits from the bottom as shown in the picture. Each recuperator is suspended from a steel structure with 4 supporting rollers to allow lateral movement for maintenance.
Single stage data
| Model |
REC-C-080/200 -..-S-AA |
REC-C-095/300 -..-S-AA |
REC-C-095/450 -..-S-AA |
REC-C-120/300 -..-S-AA |
REC-C-120/300 -..-S-AA |
|
|---|---|---|---|---|---|---|
|
Number of stages |
mm |
1 |
1 |
1 |
1 |
1 |
|
Internal diameter |
mm |
800 |
950 |
950 |
1200 |
1200 |
|
Total height |
mm |
2000 |
3000 |
4500 |
4500 |
5500 |
|
Theoretical preheat temperature |
°C |
550 |
||||
|
Exchange surface |
m2 |
5,0 |
9,0 |
13,4 |
17 |
21 |
|
Natural gas max flow P.C.I.: 8500 Kcal/Nm |
Nm2/h |
65 |
110 |
170 |
220 |
270 |
|
Stainless steel flexible joint diameter to burner manifold |
Inch |
10 |
12 |
16 |
16 |
16 |
Double stage data
| Model |
REC-C-095/300 -..-S-AA |
REC-C-095/450 -..-S-AA |
REC-C-120/450 -..-S-AA |
REC-C-120/550 -..-S-AA |
||
|---|---|---|---|---|---|---|
|
Number of stages |
mm |
2 |
2 |
2 |
2 |
|
|
Internal diameter |
mm |
950 |
950 |
1200 |
1250 |
|
|
Total height |
mm |
6000 |
9000 |
9000 |
11000 |
|
|
Theoretical preheat temperature |
°C |
550 |
||||
|
Exchange surface |
m2 |
17,9 |
26,9 |
33,9 |
42 |
|
|
Natural gas max flow P.C.I.: 8500 Kcal/Nm |
Nm2/h |
230 |
340 |
440 |
550 |
|
|
Stainless steel flexible joint diameter to burner manifold |
Inch |
12 |
16 |
18 |
18 |
|
Tube Bundle Recuperator
1.
Tube bundle recuperators can be supplied in two versions:
- SINGLE STAGE, comprising a single recuperator
- DOUBLE STAGE, comprising two recuperators, one over the other. In this case first one is a tube bundle recuperator, the second in the top position is a double shell recuperator
2.
The tube bundle recuperator comprises:
- An external metal cylindrical shell lined with a layer of insulating refractory with a high temperature, high resistance layer, the material selected being dependent on the nature of the glass being melted
- The tube bundle cage, includes special finned stainless steel tubes for improved heat exchange
- Monitoring thermocouple in several locations
3.
For a single stage tube bundle recuperator, the typical maximum preheat temperature is considered to be 650°C, a two stage recuperator, 850°C depending on the application.
The design and resulting design of a recuperator is specific to the application taking into consideration:
- Temperature of exhaust gases
- Exhaust gas flow
- Preheating conditions
- Excess air
- Glass type, etc.